What Is The Aluminum Extrusion Process?

Aluminum is crucial in modern industry and construction. Aluminum profiles are essential materials in these sectors. The aluminum extrusion process includes several key steps: billet preparation, die design, extrusion, cooling, heat treatment, and finishing. Understanding this process is vital for producing high-quality aluminum profiles efficiently. This article will explain each step of the aluminum extrusion process in detail.

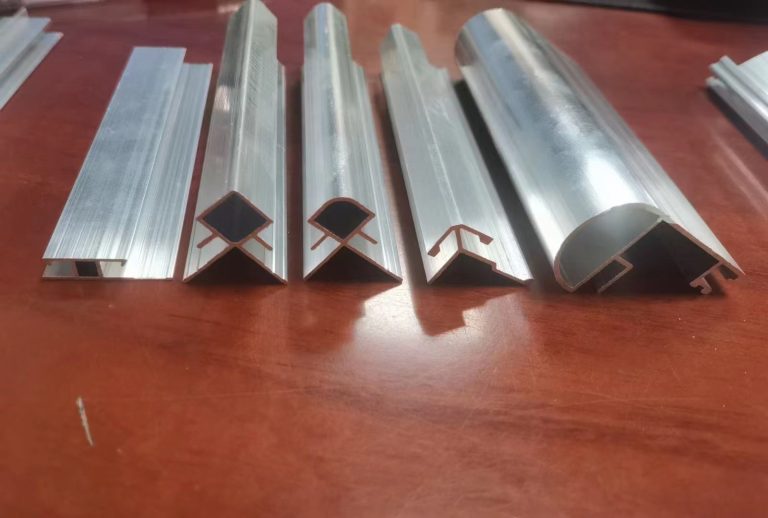
What Shapes Can We Extrude?
Aluminum extrusion allows for various shapes, customized based on the die design. Here are the main types of shapes we can create:
- Solid Shapes: Solid extrusions have no voids or openings. Common examples include H-beams, solid aluminum rods, and bars. These shapes provide strength and stability for many applications.
- Hollow Shapes: Hollow extrusions contain one or more voids. They can be square, round, or rectangular tubes, often with grooves. These shapes are ideal for lightweight structures that need internal space.
- Semi-Hollow Shapes: Semi-hollow extrusions have partially closed voids. Examples include F-slots, C-slots, U-slots, and T-slot aluminum profiles. These shapes offer flexibility for assembly and structural applications.
Each shape can be adjusted to meet specific project needs, making aluminum extrusion a versatile choice for various industries.
What Is the Aluminum Extrusion Process?
Aluminum extrusion shapes aluminum rods or tubes into various forms using a die. This method is commonly used to create large aluminum products, such as windows, doors, and architectural curtain walls. Here’s a clear overview of the aluminum extrusion process:
Preparation Work
- Check Fuel Supply
Verify that the fuel system for each extrusion line operates correctly. - Check Air Pressure
Ensure the air pressure system functions properly and record flow and pressure values. - Inspect Power Supply
Confirm that all lines and power supply facilities are normal, with voltage stable around 380V. - Check Cooling System
Ensure the cooling water system is active, with water pressure and flow rate within specified limits. - Inventory Raw Materials
Count the aluminum rods and confirm that the mold model matches.
Raw Material Selection
High-quality raw materials are crucial for producing quality extrusions. Common aluminum alloys include 6063, 6061, and 6082. Check for impurities in the raw materials to maintain product quality.
Extrusion Process
Start by placing aluminum material into the heating cylinder of the extruder for preheating. Then, apply pressure to force the material through the die, shaping it into the desired form. Control temperature, extrusion strength, and speed to maintain accuracy and surface quality.
Aluminum rods begin as solid pieces but soften in the heating furnace. The melting point of aluminum alloys is about 660°C. Typical heating temperatures for extrusion range from 375°C to 500°C, depending on the alloy.
Applying Pressure
The extrusion process begins when pressure is applied to the aluminum bar inside the ingot. Hydraulic presses can exert forces from 100 to 15,000 tons, allowing for various product sizes. The size of the extruded product is determined by its largest cross-sectional dimension or diameter.
Aluminum Extrusion Deformation
As extrusion starts, the aluminum bar shortens and thickens due to the die’s reaction force until its expansion is restricted by the walls of the ingot cylinder. As pressure increases, the soft metal has no place to flow and begins to exit through the die’s forming hole, creating the desired profile.
This process transforms raw aluminum into versatile products used across many industries, showcasing its efficiency and adaptability in manufacturing.) metal has no place to flow. It begins to be extruded through the forming hole in the die and out the other end of the die, which forms the profile.
Here is a video of the aluminum extrusion process:
Processes After Aluminum Extrusion
After the aluminum extrusion process, several important steps follow to complete the product:
Recycling Residual Material
About 10% of the aluminum bar, including the skin, remains in the ingot cylinder after extrusion. The extruded product is cut from the die, and any leftover metal in the ingot container is cleaned and recycled.
Post-Extrusion Treatment
Once the product exits the die, it undergoes several treatments:
- Quenching: The hot extruded product is cooled quickly, either by air or water.
- Mechanical Treatment: The product may be processed to improve its surface or shape.
- Aging: The product is aged to enhance its properties.
Read more: What is the aluminum extrusions aging process?
Extrusion Speed
The speed of extrusion varies based on the alloy and the shape of the die discharge hole. For example:
- Complex shapes made with hard alloys may extrude at speeds of 1-2 feet per minute.
- Simple shapes made with soft alloys can reach speeds of up to 180 feet per minute or more.
The length of the extruded product depends on the aluminum bar and die exit hole. Up to 200 feet of product can be extruded in one continuous run. Advanced systems place the extruded product on a sliding table, similar to a conveyor belt, as it leaves the extruder.
Aging and Hardening
When the profile exits the extruder, it starts in a semi-solid state but quickly solidifies as it cools.
- Non-heat-treatable alloys (like those with magnesium or manganese) gain strength through natural aging and cold working.
- Heat-treatable alloys (such as those containing copper, zinc, or magnesium + silicon) increase strength and hardness through heat treatments that change their structure.
These processes are essential for producing high-quality aluminum products that meet specific performance standards.

Aluminum Extrusions Deep Processing
Deep processing transforms partially formed aluminum products into final products using various equipment. This process is crucial for manufacturing precision aluminum alloy parts. Here’s a clear overview of the aluminum processing flow:
Stamping and Cutting
Stamping creates holes or grooves in aluminum using a hydraulic press. This method is mainly used for processing aluminum tubes. Cutting follows customer specifications to produce aluminum plates and profiles at various lengths.
CNC Machining
CNC machining uses machine tools like lathes, milling machines, and drilling machines. Designers convert drawings into machining programs with CAD/CAM software. During this process, monitor machine speed, select appropriate tools, and apply coolant as needed.
Heat Treatment
Aluminum alloys have a specific softening point, requiring work hardening during machining. Heat treatment increases hardness and strength while improving wear resistance and corrosion protection for the final product.
Surface Treatment
Deep-machined aluminum alloy parts need surface treatment to enhance their properties. Options include chrome plating, anodizing, and painting to provide anti-corrosion effects, improve appearance, and add slip resistance.
These deep processing steps are essential for producing high-quality aluminum products that meet precise specifications and performance standards.
Read more: Mastering the aluminum extrusions process and benefits.
Conclusion
Aluminum processing mainly involves two methods: extrusion and deep machining. The choice between these methods depends on product needs, including shape complexity, production volume, surface finish, and cost.
Quality control is essential. This process includes selecting suitable raw materials, managing pressure, regulating temperature, and adjusting speed. By focusing on these aspects, manufacturers can achieve high product quality, consistent performance, and precise dimensional accuracy.
Understanding the aluminum extrusion process and its related methods helps manufacturers produce reliable and high-quality aluminum products that meet various requirements.